
池州焊接工艺评定规程焊接工艺评定中心
发布:2022-07-28 10:09,更新:2024-05-05 15:01
焊接工艺的要求是什么?
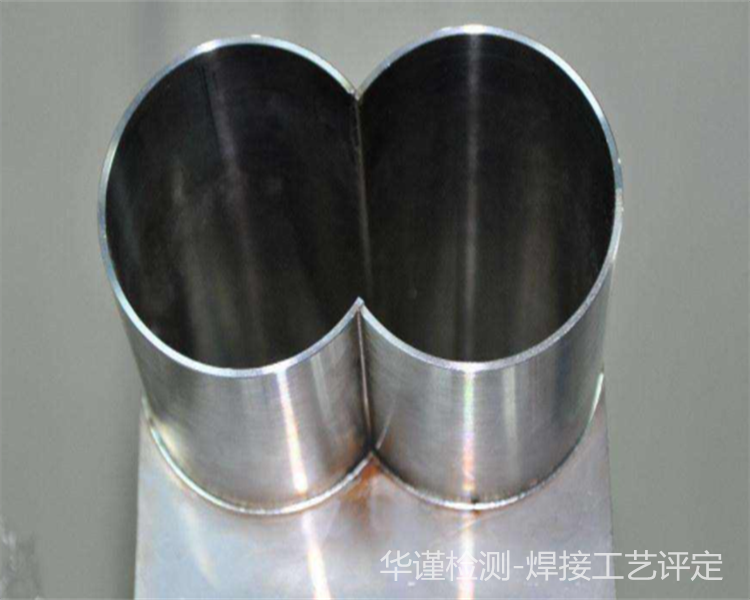
1、温度控制 熔池温度,直接影响焊接质量,熔池温度高、熔池较大、铁水流动性好,易于熔合,但过高时,铁水易下淌,单面焊双面成形的背面易烧穿,形成焊瘤,成形也难控制,且接头塑性下降,弯曲易开裂。熔池温度低时,熔池较小,铁水较暗,流动性差,易产生未焊透,未熔合,夹渣等缺陷。 2、时间 电弧燃烧时间,φ57×3.5管子的水平固定和垂直固定焊的实习教学中,采用断弧法施焊,封底层焊接时,断弧的频率和电弧燃烧时间直接影响着熔池温度。由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔。 所以,只能用电弧燃烧时间来控制熔池温度,如果熔池温度过高,熔孔较大时,可减少电弧燃烧时间,使熔池温度降低,这时,熔孔变小,管子内部成形高度适中,避免管子内部焊缝超高或产生焊瘤。 扩展资料: 焊接工艺和焊接方法等因素有关,操作时需根据被焊工件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。 首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。 确定焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同,如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检验方法等。
池州焊接工艺评定规程焊接工艺评定中心焊接工艺评定中心
焊丝选用要考虑的顺序如下:
①根据被焊结构的钢种选择焊丝 对于碳钢及低合金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致相似,以满足耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝 与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
华谨检测专注焊接认证,焊接标准培训、焊接人员认证、焊接工艺评定、焊缝检测检验服务, 为企业提供专业的焊接技术解决方案: 焊接企业质量体系 ISO 3834焊接认证,EN15085焊接认证 及 EN1090焊接钢结构CE认证,焊接工艺评定,焊接人员资质认可等服务。华谨检测技术服务有限公司
池州焊接工艺评定规程焊接工艺评定中心焊接工艺评定规程
其他新闻
- 中山pqr焊接工艺评定报告焊接工艺评定中心 2024-05-05
- 316光谱检测 南澳手持光谱检测找哪里 2024-05-05
- 金属轴承冲击弯曲试验 镇江检测注意事项 2024-05-05
- 压铸铝镀层厚度检测 广州哪里可以检测 2024-05-05
- 医院生活废水检测报告办理萝岗废水检测中心 2024-05-05
- 小区生活废水检测报告办理越秀水质检验公司 2024-05-05
- 201不锈钢金相夹杂物分析 韶关如何送检已更新 2024-05-05
- 锌合金材质分析 淮安检测注意事项 2024-05-05
- 锅炉用钢冲击弯曲试验 柳州如何送检已更新 2024-05-05
- 水果重金属检测 天河蔬菜检测农药残留 2024-05-05
- 泰州建筑钢结构焊接工艺评定报告焊接工艺如何评定 2024-05-05
- 金属轴承维洛布氏硬度检测 徐州报告办理 2024-05-05
- 碳素钢拉伸试验检测 新余报告办理 2024-05-05
- 封开食堂饮用水检测哪里可以办理2022 2024-05-05
- 安庆铝合金焊接工艺评定如何做焊接工艺评定 2024-05-05
联系方式
- 地址:佛山市南海区大沥镇岭南路85号广佛智城4号楼第7层第4705、4706、4707号单元
- 邮编:528200
- 电话:18688243060
- 工程师:罗工
- 手机:18688243060
- 传真:0757-85850935
- 微信:18688243060(同手机号)
- QQ:708808171
- Email:708808171@qq.com
单位官网
产品分类
站内搜索
